
Dostosowanie systemu wytwarzania przedsiębiorstw produkcyjnych do zmiennych potrzeb klienta okazuje się niezbędne dla zachowania przewagi konkurencyjnej w wielu branżach. Wytwarzanie w warunkach zmiennych czynników wymaga stosowania nowoczesnych narzędzi planowania, które stanowią niejednokrotnie kluczowy element całego procesu produkcyjnego. Poniżej przedstawiono kilka studiów przypadków zastosowania dostępnych narzędzi w pakiecie Rekord.ERP w celu wspomagania procesów planistycznych. Ostatnia część omawia plany na najbliższą przyszłość w obszarze poszerzenia funkcjonalności.
Czym jest planowanie produkcji?
Omawiając temat planowania należy rozpocząć od samej definicji. Definicji jest dosyć sporo, wiele ma genezę w logistyce, niemniej jednak najczęściej planowanie rozumiane jest jako rozumowa część działania. Jest to abstrakcyjny proces, w którym rozpatruje się i organizuje działania ze względu na kryterium ich przyszłych wyników. Zadaniem tego procesu jest znalezienie najlepszej drogi do osiągnięcia wcześniej postawionych celów. Z powyższej definicji wynikają dwa znaczenia: praktyczne i teoretyczne. W teorii planowanie jest funkcją zarządzania - bez planowania nie ma zarządzania, a w praktyce istnieje (lub przynajmniej powinien istnieć) statystyczny związek pomiędzy planowaniem, a odnoszeniem sukcesu przez przedsiębiorstwo. Z pewnością bez planowania na odpowiednio wysokim poziomie szczegółowości i jakości trudno odnosić sukcesy w przedsiębiorstwie produkcyjnym. W sumie planowanie produkcji to
„Określenie wielkości produkcji najlepiej odpowiadającej zaplanowanej wielkości sprzedaży przy osiągnięciu założonego poziomu zysku, produktywności i konkurencyjności cykli dostawy. W zależności od warunków konkretnego przedsiębiorstwa, może ono obejmować również budżetowanie produkcji, planowanie zaopatrzenia i dostępności siły roboczej. Głównym jego celem jest osiągnięcie takiego rozłożenia produkcji w czasie, które zaspokajać będzie zapotrzebowanie klientów przy relatywnie stałym poziomie zatrudnienia. Planowanie produkcji wykorzystuje informacje pochodzące ze sfery marketingu, finansów, technicznego przygotowania produkcji, produkcji, zaopatrzenia”.
Patrząc na planowanie jako na proces decyzyjny w obszarze zarządzania produkcją na poszczególnych szczeblach zarządzania, będziemy się zmagać z bilansowaniem wymagań klienta z dostępnymi zasobami.

Planowanie produkcji jest pojęciem złożonym i zarówno dla naukowców, jak i dla praktyków - od wielu pokoleń jest ono wyzwaniem. Proponowane modele planowania globalnego, w których wszystkie zależności pomiędzy elementami systemu produkcyjnego uwzględniane są równocześnie, przyjmują formę zadania matematycznego. Niestety, ze względu na złożoność procesu obliczeniowego i wydajność współczesnych komputerów, nie są praktycznie stosowane.
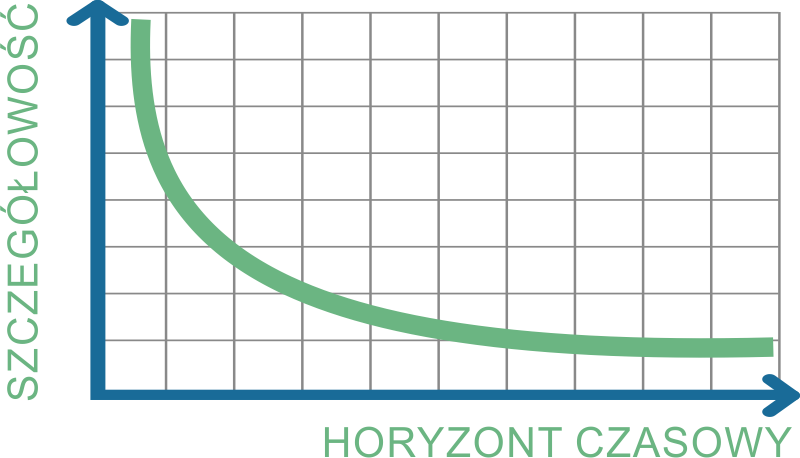
Prezentowane w literaturze zadania planowania globalnego (zupełnego) nie nadają się do praktycznego wykorzystania w warunkach funkcjonujących w rzeczywistości systemów produkcyjnych. Musimy w praktycznych warunkach godzić się na kompromis dokładności, szczegółowości planowania z jego przydatnością dla procesów decyzyjnych z jednej strony, a koniecznością dostarczenia szczegółowych parametrów – strumienia danych i możliwości obliczeniowych czy nawet dostępności funkcji we współczesnych systemów informatycznych z drugiej. Naturalna jest zależność, gdzie dokładność/szczegółowość planowania maleje wraz z horyzontem planistycznym.
Moduły systemu REKORD.ERP stosowane w planowaniu produkcji
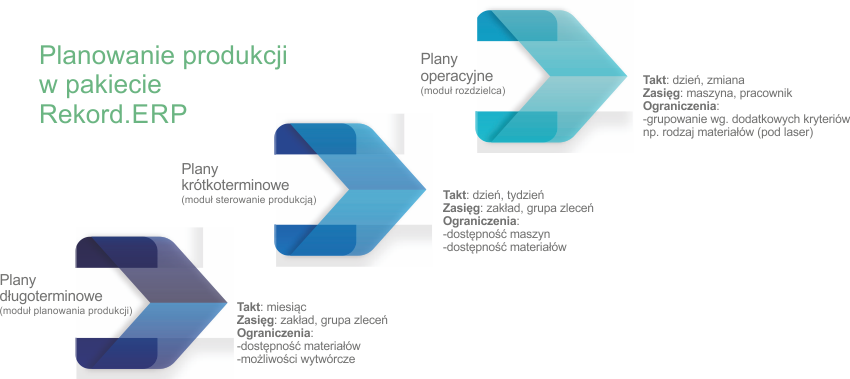
Zgodnie z tym, co stosuje się w praktyce procesów planistycznych, w pakiecie REKORD.ERP znajdują się funkcjonalności na 3 poziomach
- planów długoterminowych (moduł planowanie produkcji)
- planów krótkoterminowych (moduł sterowanie produkcją)
- planów operacyjnych (moduł rozdzielca)

Koncepcja ulepszania funkcji harmonogramowania
Wiodącą rolę w pierwszej koncepcji znajdują funkcje harmonogramowania. Rekord.ERP udostępnia funkcje harmonogramowania w dwu kierunkach: „do przodu” i „wstecz” z możliwością bilansowania zasobów. Można zastosować ograniczenia dostępności zasobów pracy oraz ograniczenia dostępności materiałów(łąńcuch dostaw). Obecnie dostępne są ograniczenia jednego zasobu pracy, dla którego zdefiniowano kalendarz i regulamin pracy. Co ciekawe, powyższe funkcje dostępne są praktycznie od początku istnienia systemu, ale zarówno wiara w dokładność wyników, jak i stosowanie głębszych ograniczeń nie są powszechne.
Niestety, aby zastosować skutecznie funkcje harmonogramowania, należy spełnić dosyć dużą liczbę restrykcyjnych warunków. Warunkami skutecznego harmonogramowania są:
- precyzyjnie ustalone normy czasowe (tj, tpz) wszystkich operacji wytwarzania
- określone czasy międzyoperacyjne (transportu i oczekiwania)
- ewidencja wszystkich planowanych operacji, które mają być realizowane poprzez proces wytwarzania
- precyzyjnie zdefniowane kalendarze i regulaminy pracy maszyn i urządzeń (z uwzględnieniem planowanych przeglądów i remontów oraz występujących awarii)
- bieżąca rejestracja operacji wytwarzania (rejestrowanie wykonania wszystkich zakończonych operacji technologicznych oraz cząstkowej rejestracji operacji nie zakończonych, których czas trwania jest dłuższy od wymaganej dokładności harmonogramowania)
Wizualizacja wyników harmonogramowania możliwa jest w postaci wykresów Gantt ’a. Bazując na tej metodzie, możliwe jest skrócenie cyklu produkcyjnego zlecenia. Poniżej podano możliwe metody skracania cyklu produkcyjnego. Są nimi:
- zmiana priorytetu realizacji wybranego zlecenia
- zmiana regulaminu pracy dla stanowiska / grupy stanowisk stanowiących wąskie gardło procesu produkcyjnego
- zmiana kalendarza pracy dla stanowiska / grupy stanowisk
- zakup / uruchomienie dodatkowego stanowiska w krytycznej grupie stanowisk
- rozdzielenie pracy na stanowiska (jedna operacja na wiele stanowisk, tam gdzie to jest możliwe)
- zakładkowanie operacji
Podejście bazujące na „ulepszeniu” danych wejściowych do harmonogramowania:
- metoda klasyczna bazująca na funkcji harmonogramowania,
- wymagana marszruta procesu,
- wymagana struktura wytwarzania
- wymagane dane o czasach wytwarzania i dodatkowa o organizacji realizacji procesu
- wymagana duża dokładność dostępności zasobów
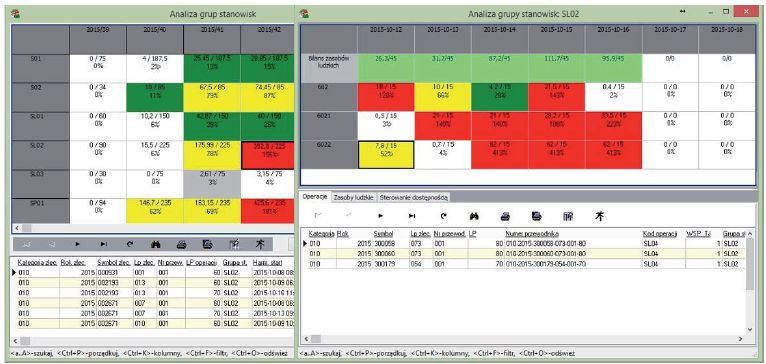
Koncepcja polepszenia zarządzania zasobami
Kluczowym narzędziem stosowanym w tej metodzie jest mapa obciążeń. Stosując tę metodę, nie zakłada się silnego ingerowania w wyniki. Zakłada się, że plan zbudowany jest z „wystarczająco dobrą” dokładnością, a zadaniem planisty jest właściwe rozplanowanie zasobów do tak zbudowanego planu. Podejście do zasobów jest dwustopniowe – wpierw analizowana jest grupa stanowisk, a później stanowiska. Reakcja planisty wiąże się ze zmianą dostępności stanowisk poprzez zmiany regulaminów. Ostatnie wersje udostępniają możliwość stosowania do 32 regulaminów. Co oczywiste, z poziomu mapy obciążeń możemy otrzymać zapotrzebowanie na zasoby ludzie (będące zazwyczaj zasobem wtórnym do zobów typu maszyna). Zakłada się przekazanie wyników planowania pracownikowi bezpośrednio produkcyjnemu poprzez kartę pracy, również wirtualną.
Podejście bazujące na sterowaniu dostępnością zasobową:
- bazujemy na kartach pracy
- metoda klasyczna bazująca na funkcji harmonogramowania (nie wprowadzamy dodatkowych ulepszeń – pozostawiamy optymalizację na etapie tworzenia karty pracy)
- wymagana marszruta procesu
- wymagana struktura wytwarzania
- wymagane dane o czasach wytwarzania oraz dane dotyczące organizacji realizacji procesu
- wymagana duża dokładność dostępności zasobów, którą sterujemy dosyć dokładnie
Koncepcja oparta o TOC
W koncepcji opartej o TOC (ang. Theory of Constraints) zakłada się wiodącą rolę „wąskiego gardła” determinującego przepływ strumienia materiałowego przez warsztat produkcyjny. Jeżeli coś nie przejdzie przez wąskie gardło, nie wyjedzie z firmy. Sterując pracą wąskiego gardła, sterujemy planem. Zadania przed wąskim gardłem sterowane są metodą „ciągnioną” (pull), a za wąskim gardłem metodą „pchaną” (push).
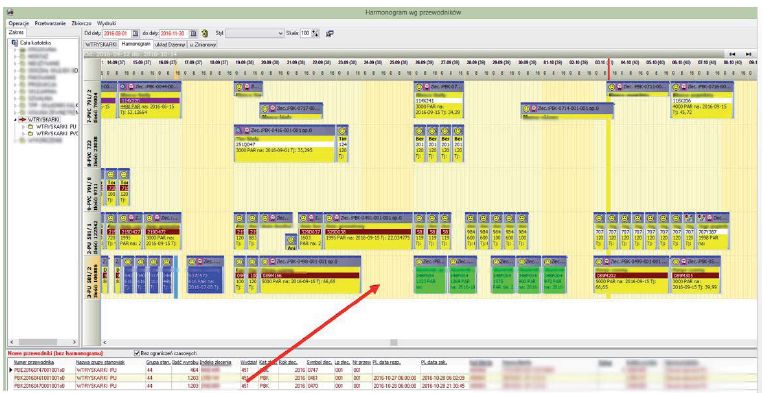
Wizualizacja zadań wąskiego gardła stanowi sedno podejścia. W Rekord.ERP można się spotkać z wizualizacją obciążenia w wielu miejscach, ale najbardziej atrakcyjnym miejscem jest ekran planisty. Dokonując dodatkowo kastomizacji ekranu i dorzucając dodatkowe parametry (np. zgodność surowca na rysunku oznaczono innym kolorem), jesteśmy w stanie uzyskać efekt optymalizacji przezbrojeń.
Metoda jest bardzo atrakcyjna, ponieważ jest w dużym stopniu odporna na jakość danych wejściowych. Można nawet wyobrazić sobie sytuację, w której praca odbywa się ręcznie – poprzez układanie „klocków” na ekranie łącznie z rozszerzeniem ich długości. Niestety, to zastosowanie jest ograniczone stabilnością, umiejscowieniem wąskiego gardła na konkretnej grupie stanowisk. Powyższa metoda zupełnie się nie sprawdzi w przypadku produkcji jednostkowej wyrobów o rozbudowanej strukturze, gdzie wąskie gardła mają charakter zmienny – lubią się przemieszczać w zależności od trudnego do przewidzenia zapotrzebowania na wyroby.
Planowanie bazujące na ekranie planisty:
- metoda wizualna
- nie wymaga harmonogramowania
- sterowanie ręczne
- wymagana marszruta procesu
- wymagane czasy wytwarzania z dużą dokładnością tylko na wąskim gardle
- konieczność / możliwość wizualizacji dodatkowych parametrów na ekranie planisty
Wykorzystanie ekranu planisty:
- wyroby o prostej strukturze
- sterowanie operacyjne możliwe w oparciu o stabilne wąskie gardła
- produkcja w partiach
- stosunkowo niewielka liczba zleceń na warsztacie
Wczytując się w postulaty użytkowników zarówno dotychczasowych, jak i potencjalnych klientów, Rekord SI zamierza działać w kilku kierunkach. Pierwszym niech będzie ulepszenie klasycznej metody harmonogramowania poprzez możliwość włączenia podwójnego posiadające własny kalendarz i regulamin, uwzględniany jako dodatkowe ograniczenia przy harmonogramowaniu. Drugim ważnym kierunkiem będą symulacyjne metody „trenowania” planowanego obciążenia bez wpływu na aktualny plan. Ciągła poprawa ergonomii w zakresie tworzenia i modyfikacji kart pracy oraz poszerzanie funkcjonalności związanej z zapleczem do panelu stanowiskowego z pewnością będą dalej kontynuowane.


